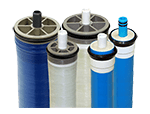










Inge Hollow Fiber UF Membranes

Applied Membranes is a proud distributor for inge watertechnologies AG. The company inge watertechnologies AG develops innovative ultrafiltration technologies used in the treatment of drinking water, process water, sea water, and waste water. The dizzer® modules produced by inge water technologies transform water into clean water. Optimum flow distribution, top-notch purification efficiency, and variable operating modes at low pressure ensure consistently high quality.
Applied Membranes, Inc. manufactures a wide range of standard and custom ultrafiltration water treatment systems using inge products. We also stock and distribute inge ultrafiltration modules and integrated racks, providing full technical support to this product line.
Request A Quote »

About Ultrafiltration (UF)
Efficient and effective water treatment generally requires a combination of different methods and technologies. This combination depends on the intended purpose of the cleaned water (e.g. drinking water, industrial process water for power plants, etc.) as well as on the quality and degree of contamination of the original water. Thanks to its unique advantages, ultrafiltration can play a central role in this mix of physical, chemical and mechanical processing methods.
Advantages of UltrafiltrationThe deployment of ultrafiltration offers significant advantages over conventional water treatment methods:
- Removal of germs, bacteria, viruses and all types of suspended solids
- No addition of chemicals
- The quality of the treated water remains the same regardless of the degree of contamination of the original water
- Simple and safe to operate and manage
Recommended Areas of Application
Ultrafiltration is the ideal choice for a whole host of applications:
- Purification of surface water, groundwater and spring water to make drinking water and process water
- Treatment of waste water
- Pretreatment in sea water desalination plants in combination with reverse osmosis or thermal treatment
- Water for industrial use to close water cycles
How does Ultrafiltration Work?
In comparison to conventional water treatment processes, the advantage of ultrafiltration as a filter technology is its outstanding ability to remove germs and microorganisms from water. At around 20 nm, the pores of the membrane are small enough to prevent even viruses from passing through them. The process itself is simple and safe to perform and does not require the addition of any further chemical disinfectants. One of the most critical requirements is that the membrane fibers do not break, since otherwise viruses and bacteria could escape and re-enter the water. It was precisely this issue of fiber breakage that was frequently seen as a problem when employing ultrafiltration technology in the past, since it led to corresponding downtimes in the operation of the water treatment plants and high operating costs. Now, however, the company inge watertechnologies AG has managed to successfully develop and produce its own membrane, which is capable of stabilizing the fibers to an extent that practically rules out the possibility of fiber breakage.
Ultrafiltration systems are designed for fully automatic operation. A control mechanism is used to control the various operating modes of the ultrafiltration process: filtration, cleaning and backwashing.
About inge's patented Multibore® Membrane
 Just 20
nanometres: that is how small the pores of the high-tech membranes are that the water passes through
during ultrafiltration, which makes them 3000 times smaller than the diameter of a human hair! This
is a method that promotes health and purity in a world of truly microscopic dimensions.
Just 20
nanometres: that is how small the pores of the high-tech membranes are that the water passes through
during ultrafiltration, which makes them 3000 times smaller than the diameter of a human hair! This
is a method that promotes health and purity in a world of truly microscopic dimensions.
The patented Multibore® membrane developed by inge watertechnologies AG is a major innovation in the field of water treatment. The membrane combines seven individual capillaries in a single fibre within a highly resistant supporting structure. This arrangement significantly increases the stability of the membrane, which virtually rules out the possibility of fibre breakage.
The company inge watertechnologies AG has successfully managed to develop and produce its own membrane, which is capable of stabilizing the fibres to such an extent that not a single breakage has occurred since it was first put into operation. This ground-breaking technology from inge watertechnologies can therefore offer you significant cost savings and maximum operating reliability.
A membrane fibre structure, which the developers modelled on the honeycomb structure found in beehives, has proven to be an essential ingredient in this new technology’s recipe for success. The Multibore® membrane produced by inge watertechnologies is markedly superior to conventional single-fibre capillary membrane products. The membranes are bundled together in plastic housings (so-called dizzer® modules), thereby ensuring optimum hydraulic properties, extremely high durability and a clean and safe treatment process.
The Capillaries
The capillaries have an inside diameter of 0.9 mm. The water to be treated passes through them and disperses laterally through the membrane. Suspended solids, viruses, germs and bacteria are retained on the inside.
For a long time, the success of ultrafiltration on the water market was hampered by the lack of durability and resilience of the capillary membranes. But now this problem has finally been solved! Thanks to new developments by companies such as inge watertechnologies, ultrafiltration is now heading in the right direction to achieve a breakthrough in the market as a highly reliable and efficient filtration technology.
Contact us
for a quote or for any additional information
or call us at 1.800.321.9321